Objectifs :
Ce cours donne une bonne connaissance générale des procédés de formage et permet, pour chaque procédé, de sensibiliser :
- aux avantages et inconvénients ;
- aux possibilités d'application ;
- aux contraintes d'emploi ;
- aux notions de coût et de cycle ;
- aux règles de dessin.
Les matériaux métalliques
n'offrent pas tous les mêmes possibilités de déformation. Les alliages
d'aluminium et les aciers doux peuvent être facilement étirés et rétreints. Par
contre les aciers alliés (les aciers inoxydables en particulier) et les
alliages de titane présentent de bonnes possibilités d'allongement, mais peu
d'aptitude au rétreint.
Les procédés sont nombreux et ne permettent pas tous les
mêmes applications.
- L'étirage de tôles est utilisé par la réalisation de forme
non développable. C'est la seule méthode pour des tôles de grande
dimension. L'outillage est relativement réduit et peu coûteux par rapport
à d'autres moyens de formage.
- L'emboutissage est un procédé bien adapté pour les pièces de
forme complexe demandant une bonne précision pour une production de grande
ou très grande série. Par contre, sa mise au point est difficile.
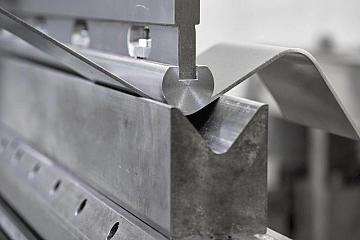
- Le cintrage par roulage ou par endallage est uniquement
utilisé pour la réalisation de pièce de forme développable (à partir de
tôles). Le principal avantage est de permettre la réalisation de pièces
cintrées de grande dimension, mais l'important retour élastique des tôles
est un inconvénient.
- Pour de faibles déformations, le formage par grenaillage est économiquement
intéressant, mais il ne peut assurer que de faibles déformées par mise
sous contrainte de la surface du matériau. C'est un inconvénient si un
usinage est nécessaire après déformation.
- Le fluotournage plutôt réservé aux pièces cylindriques creuses
permet une bonne maitrise industrielle. Il est économique du point de vue
productivité, mais il reste coûteux au point de vue des moyens de mise en
œuvre.
- Le formage superplastique, associé au soudage diffusion, est un moyen de
mise en forme permettant de remplacer plusieurs pièces par une seule
obtenue dans une même opération (intégration de fonctions). Il permet la
réduction du nombre de pièces, un gain de masse et une réduction des
coûts.
- Les aciers mis en forme dans un état de traitement
intermédiaire (trempe fraiche par exemple) et qui sont aptes à être formés
et durcis par une même opération de revenu, sont adaptés au formage revenu. C'est un procédé simple dans
ces conditions qui n'affecte pas du tout la qualité du matériau, mais la
mise au point du procédé doit faire l'objet du plus grand soin.
Le choix du matériau, la taille de la pièce et les
formes souhaitées imposent le choix du procédé de formage le mieux adapté. Ce
choix est également fonction de la conception de la pièce.

Objectifs :
À l'issue de ce cours, l'apprenant sera capable :
- de décrire les principaux procédés d'usinage ;
- de situer leur domaine d'application respectif ;
- d'expliquer comment est réalisé le choix des paramètres de coupe ;
- de décrire succinctement les caractéristiques des outils de coupe.
Les matériaux métalliques peuvent
être usinés par des procédés très différents.
Dans ce cours vont être abordées
les techniques utilisant des outils à arêtes de coupe à géométrie définie
(tournage, fraisage, perçage, taraudage, ...) et celles utilisant des outils
à arêtes à géométrie indéfinie (rectification et superfinition). Un aperçu
de l'usinage à grande vitesse (UGV) et de l'usinage chimique sera
également présenté.
Dans chacun de ces procédés, la
formation du copeau, le fonctionnement de l'outil, les domaines d'application,
le choix des paramètres de coupe, le comportement tribologique, le comportement
rhéologique, la maitrise de la coupe, ... enfin les principaux éléments
intervenant dans la fabrication d'une pièce métallique par enlèvement de
matière sont étudiés.

Objectifs :
L'apprenant sera capable :
- de décrire les principes de mise en œuvre des traitements de surface ;
- de citer leurs caractéristiques et leurs performances en fonction des domaines d'applications envisagés suivants :
- amélioration de la tenue à la corrosion ;
- amélioration de la tenue à l'usure et au frottement ;
- amélioration des propriétés mécaniques superficielles.
Il possèdera également les principaux éléments nécessaires aux choix des traitements de surface.
Résumé :
En fonction de leur utilisation et de leur matériau, les
pièces en matériaux métalliques ont besoin d'améliorer leur tenue à la
corrosion, leur tenue à l'usure et au frottement ou d'améliorer leur propriétés
mécaniques superficielles.
Plusieurs mécanismes permettent d'obtenir une couche de
protection :
- les mécanismes de dépôt : dans ce cas il s'agit d'u revêtement,
- les mécanismes de diffusion : les éléments d'apport
diffusent dans le matériau,
- les mécanismes de conversion : il s'agit là de
transformation les éléments d'apport avec ceux du matériau,
- les mécanismes de transformation structurale : sans apport de matière, le
matériau subit une modification de structure métallurgique.
Plusieurs procédés par mécanisme sont possibles, mais
tous ne sont pas exploitables sur tous les alliages métalliques. Dans ce cours
il est question de décrire chacun d'eux, mais aussi d'étudier le domaine
d'application et le (ou les) matériau(x) redevable(s).